
乳制品含有的蛋白质、脂肪、乳糖和其他固形物等具有较高的营养价值,是促进生长发育及维持健康水平的必需营养成分。目前市售的奶粉品种众多,质量参差不齐,在巨大的经济利益驱动下,出现了“阜阳奶粉事件”、“还原奶事件”、“光明牛奶回奶事件”、“雀巢奶粉事件”以及“三聚氰胺事件”,这些都说明了牛奶质量控制的重要性和紧迫性。那么如何为牛奶生产厂家确保原料奶的质量,并准确、快速地对流水线生产中的各个关键点进行控制?
传统的奶制品质量检测用化学分析方法,主要有气相色谱、液相色谱、电泳、PCR和免疫ELISA等,取样化验过程复杂,实时性较差,大大影响了生产效率,而且往往涉及专用仪器与分析方法、耗费时间较长、分析过程繁琐、分析费用高,增加了现场检测及在线质量控制的难度。国家也出台了一系列相应的国家标准检测方法,如原料乳与乳制品中三聚氰胺检测方法(GB/T22388-2008)和原料乳中三聚氰胺快速检测液相色谱法(GB/T22400-2008)等。面对目前日益增长的市场需求,传统化学分析方法的效率已经明显滞后,开发快捷灵敏、无损易行的现代分析技术,对乳品生产的质量监控具有重要的意义。
分子光谱技术(包括近红外,中红外等)是20世纪80年代后期迅速发展起来的一项测试技术,在欧美等国,它已成为乳制品成分分析的重要手段,并为乳品权威分析机构,如国际乳品联合会 (IDF)以及美国分析化学家学会(AOAC)等权威机构所认可。随着我国乳品行业的发展,采用快速、准确、可靠的乳品分析技术以适应WTO的要求已成为当前乳品企业发展的关键所在。目前,国内外许多乳制品厂家,如蒙牛、伊利、雀巢,光明、君乐宝等已经将FOSS公司的分析解决方案(包括中红外和近红外光谱分析仪)用于原奶收购和生产过程的质量监控。
二、红外/近红外分析技术在乳品行业的使用现状随着社会对乳制品质量安全的不断重视,目前乳品企业对奶粉的质量把控越来越严格,奶粉的理化指标,如脂肪、酸度、乳糖、蛋白、蔗糖、水分和灰分等通常决定了奶粉的类别和质量,只有在生产过程中严格检测和把控这些指标才能生产出合格的奶粉。目前传统的奶粉检测方法对于这些理化指标的检测耗时长且繁琐,而奶粉的生产过程是一个连续的过程,长时间的分析检测无法满足奶粉生产过程中的有效控制。红外/近红外光谱分析技术以其快速、多组分和无损分析的特点在农牧业食品石油化工等行业中被广泛应用,同样在奶粉的检测中潜力巨大。
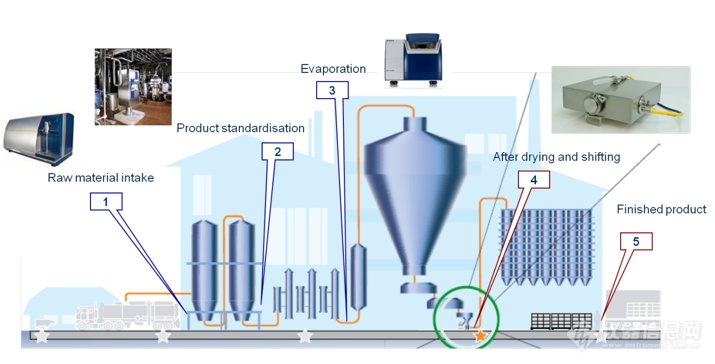
目前国内奶粉的生产工艺一般包括原料乳验收→预处理与标准化→浓缩→喷雾干燥→冷却储存→包装→成品,在整个过程中有多个关键控制点需要检测多个指标,而这些点非常适合使用红外/近红外光谱分析技术进行快速分析。据了解,国内目前约有90%以上的规模化生产的乳粉企业都在采用红外/近红外光谱技术对其从原料奶、中间配料以及最终的奶粉实现全程化的监控和控制。目前国内几家大的乳粉企业,如伊利、蒙牛、雀巢、君乐宝、飞鹤等均已将这些红外/近红外的快速检测技术应用于如下几个环节的监控中,取得了不错的效果,既保证了产品质量的一致性,又最大程度的节约了生产成本。
原料奶位于乳业产业链的最上游, 其质量安全将直接影响到乳品的质量与安全, 从这个意义上讲, 能否从源头上紧抓原料奶的质量控制, 将直接关系到整个乳业的质量安全。通常在牛场仅对牛乳的质量做一般的评价,在到达乳品厂后需要通过若干检验对其成分和卫生质量进行测定。乳品企业一般实行“以质论价,优质优价”的政策或办法,可以鼓励奶农自觉改善饲养管理,提高原料乳质量,同时有利于企业对原料乳的分级处理。
我国部颁标准规定原料乳验收时的理化指标包括脂肪、蛋白质、酸度、密度、抗生素等等。为了防止牛奶兑水,通常会检测液体乳的冰点,因为兑水后的牛奶冰点会升高。目前,对于液体原料乳中脂肪、蛋白、酸度等的检测,大多数乳企使用基于傅里叶变换的中红外光谱分析技术 (
),这种检测方案不仅仅用于原料乳的按质论价,同时也应用于液体乳制品生产过程以及成品控制。同时,中红外光谱技术还可以通过与天然鲜奶拥有的特定光谱进行比对,迅速发现可疑的鲜奶样品,对提高乳制品的质量和保护消费者的利益具有重要的意义。
在全脂奶粉的生产中,标准化主要是通过对原料乳的脂肪含量调整,使之达到成品的标准要求(即原料乳中的脂肪含量与无脂干物质含量的比值达到乳粉的标准化值)。
在配方奶粉生产中,通常需要根据目标人群进行配方设计,调整宏观成分含量,并在对液体乳进行预处理后,加入一定的添加剂,如婴幼儿配方粉需要尽量调整乳品中各组分的含量模拟母乳。在这个过程中,营养组分的调整,添加剂量的控制都会影响最后生产的乳粉是否合格。而检测不合格的产品通常会要返工处理,提高了生产成本和时间成本。在这个处理过程中,有效的监督检测手段必不可少,目前全球有超过85%的大中型乳品企业(如Arla Food,Nestle, Fonterra,以及国内的伊利、君乐宝等)已经使用了Milkoscan FT1乳成分分析仪进行旁线分析,实现标准化过程中快速分析反应,有效的减少了产品的波动,即时调整配方配比,提高了生产效率,产品稳定性也大大提升。
从液态奶变成固体奶粉,需要进行干燥工艺,首先对液态乳进行真空浓缩,真空浓缩能够节省能量,对奶粉颗粒的物理性状有显著影响。液态乳经过浓缩后,喷雾干燥时,粉粒较粗大,具有良好的分散性和冲调性,能迅速复水溶解,可以改善乳粉的保藏性等。所以在真空浓缩时原料乳浓缩的程度直接影响乳粉的质量,特别是溶解度。在真空浓缩时,通常要求浓缩程度越高越好,因为一般真空浓缩的时间要比喷雾干燥节省至少10倍,但是浓缩至太高的浓度对于后续的喷雾干燥又存在不利影响,因此对真空浓缩水分的实时控制能够节约生产成本,提高生产效率。
浓缩后的乳打入保温罐内,立即进行喷雾干燥。喷雾干燥直接影响乳粉的溶解度、水分、杂质度、色泽和风味,对产品质量影响很大。喷雾干燥过程中对乳品水分的控制非常重要,奶粉要求水分为2.0~5.0%,若为4.0~6.0%,也就是水分提高到3.5%以上,就会造成奶粉结块,则商品价值就低,同时,水分提高后奶粉易变色,贮藏期降低;当乳粉水分含量提高至6.5~7.0%时,储存一小段时间后,其中的蛋白质就有可能完全不溶解,产生陈腐味,同时产生褐变。此外,奶粉的水分含量过高,还可能导致营养素损失、微生物滋长、奶粉结块变质等问题。但乳粉的水分含量也不宜过低,否则易引起乳粉变质而产生氧化臭味,一般喷雾干燥生产的乳粉水分含量低于1.88%时就易引起这个缺陷。
常规的水分检测方法测量速度和准确度一直存在一定的矛盾,而水分对于乳粉生产非常重要。为了解决这个问题,目前乳品企业常使用近红外光谱分析技术(
) 进行干燥过程的控制。与传统方法相比,近红外光谱分析技术具有测量速度快、操作方便、不破坏样品、不用前处理试剂等特点,目前,乳企使用近红外光谱仪做旁线检测,检测一个样品时间小于1分钟,检测速度频率大幅提高,控制基本实现实时性;而且近红外仪器稳定,具有IP65防水防尘级别,能适应车间环境;现场操作非常简单,样品直接装入样品杯中,装样简单不易出错,多组分结果直接显示,不需要专业的人员对数据结果进行分析,生产线普通工人都能进行分析操作。大大提高了生产效率,节约了生产成本,提高了产品质量。
除了旁线分析外,现在逐渐流行的在线检测能够实现生产过正的实时质量监控,能做到有问题即时发现,如果与生产控制系统直接对接,能实时调整喷雾干燥生产工艺,对奶制品质量控制有着重大的意义。目前国内已有乳粉生产企业(如君乐宝,飞鹤乳业)引入
近红外在线检测解决方案,在乳粉生产中进行高频率、高分辨率的生产过程控制,控制水分的含量,获得稳定的水分、脂肪和蛋白含量,使生产更接近于目标规格,提高了产量,获得了最佳的物质平衡。而且,减少了返工、开工波动,以及不必要的重复劳动,生产效率得到极大的提高,基本上在一年左右能收回投资。
在喷雾干燥冷却后乳粉便要进行包装出厂,包装出厂的乳粉必须经过检测分析合格后才能出厂销售。如婴幼儿配方奶粉,通常需要检测蛋白质、脂肪、水分、乳糖、酸度和灰分等等理化指标,这些理化指标使用常规检测方式进行全部检测需要几天的时间,费时费力,而且受化验室人员化验水平影响较大。目前乳品企业使用近红外光谱仪,进行成品分析,可以快速测定婴幼儿配方奶粉中的水分、蛋白、脂肪、酸度、灰分、乳糖等指标,单个样品测量耗时在1分钟内,以上所有指标同时测出,快速高效,同时也避免了由于人员操作误差导致的检测一致性差的问题。
综上所述,在奶粉的整个生产工艺中各个关键控制点,几乎都可以使用红外/近红外光谱技术进行分析检测,通过使用红外/近红外分析技术对奶粉生产过程的监控能有效提高产品的合格率,在企业的成本控制,以及为消费者提供安全合格乳制品方面具有非常好的实际效果。
红外/近红外技术以其快速,操作简单为乳企的整个生产链条提供了巨大的便利,但在实际使用红外/近红外技术进行从原料奶到成品奶粉的检测过程中,采用的检测模块或者模型的准确性显得尤为重要。一个预测性能良好的模型一定是基于前期大量数据库的积累而来的,建模数据的指标范围,建模数据对应的样品量,以及采用的建模方法等均决定了后期模型的准确程度,所以在目前的红外/近红外推广和使用过程中,提供硬件性能可靠的红外/近红外检测方案的同时,配备的检测模块或者模型的预测性能显得尤为重要。以DS 2500近红外检测分析仪在奶粉检测中所配备的数据库情况为例, 从目前主要客户的使用效果来看,预测效果好,数据准确性高,能够帮助客户很好的指导生产。
前已述及,红外/近红外分析技术不需要样品的准备过程,是一种无损化的分析技术,同时该项技术具有快速准确的特点,能够满足实时、快速分析的要求。只要提供稳定可靠的定标,就可以对待分析样品给出准确的分析结果。随着我国乳品行业的发展,红外/近红外光谱分析技术必将逐步取代目前在国内占主流的传统化学分析方法,在乳制品及其相关行业发挥越来越大的作用。另外,随着乳品行业有关红外/近红外相关标准的逐步引入,未来红外/近红外技术在乳品行业也必将像饲料、粮油和纺织等其他行业有章可依、有据可鉴。
基于近几年乳品行业发展的特点,个人认为未来国内红外/近红外技术在乳品行业的应用有以下两方面需求:
其一,目前在国内,红外/近红外技术在乳品行业的应用以液态奶和乳粉的快速检测为主,主要因为国内目前乳品行业的消费产品类型(只包括液奶和乳粉)相对比较单一。在欧美诸多国家,红外/近红外技术在奶酪、黄油、稀奶油、浓缩乳清等类型样品的检测中已经发挥着很大的作用,可以预期随着国家由“喝奶”向“吃奶”的消费导向的普及,国内消费者对于奶酪,黄油等的消费需求会有所上升。后期,红外/近红外技术应用于奶酪、黄油以及浓缩乳清等样品的检测也必将逐渐深入。
其二,国外的液体乳主要以保鲜的巴氏奶为主,这与其完善的冷链系统及经济水平有关。近几年我国的液体奶市场增长迅速,但主要以保质期较长的UHT奶为主。随着我国乳品工业的发展和人们对液体乳新鲜度的要求,近几年,国家大力推广“优质乳工程”,倡导企业生产新鲜度更高,营养更丰富的优质乳。
加入国家“优质乳工程”的企业对奶源有了更高的要求,如更低的体细胞和细菌数,更高的蛋白和合理的脂肪含量,同时,对一些功能性指标(如乳铁蛋白,糠氨酸等)的检测也提出了要求。由此可见,随着国家“优质乳工程”的实。